1958(昭和33)年の創業以来、長年にわたり機能紙(※1)や産業資材の製造を手がけてきた「廣瀬製紙株式会社」。エネルギーを多く使用する製紙業において、どのようにCO₂排出量の削減と安定したものづくりを両立しているのか。今回は、その具体的な取り組みについて、2000(平成12)年に入社し、現場改善や環境施策に携わってきた下八川さんにお話を伺いました。
※1 機能紙:耐水・濾過・吸着・耐薬品・防臭など、特定の用途に適した機能を持つ紙のこと
■あらゆる場面で活躍する”紙“をつくる仕事からみる脱炭素
御社の事業内容を教えてください
さらに、品質マネジメントの国際規格であるISO 9001(※2)、環境マネジメントの国際規格であるISO 14001(※3)を取得し、品質の確保と環境負荷低減の両立を重視した事業運営を行っています。
※2 ISO9001:国際標準化機構( International Organization for Standardization)によって定められる国際的に通用する規格を制定する「ISO」のうち、品質マネジメントシステム(製品やサービスを一貫して提供し、その品質を継続的に向上、改善する仕組み)に関する規格
※3 ISO14001:「ISO」のうち、環境マネジメントシステム(企業・組織が環境への負荷を減らしながら事業を行う仕組み)に関する規格
製紙業の視点から見た、脱炭素に向けた課題はありますか
そのため、脱炭素を推進するうえでは、電力使用量の削減やエネルギー効率の向上が大きな課題となります。
一方で、紙製品は品質の安定性が強く求められる商材でもあります。エネルギー使用量を削減しながら、品質や生産性を維持することは容易ではありません。安定操業と省エネルギーをいかに両立させるか。
それが、製紙業における脱炭素推進の重要なテーマだといえます。
※4 抄紙(しょうし):水に分散させたパルブから水分を取り除き乾燥させ、紙を製造する工程のこと
■設備の最適化×廃棄物の再資源化で求められる省エネの実現へ
省エネルギー設備の導入によるCO₂排出量の削減や、焼却廃棄物の削減・マテリアルリサイクル(※5)の推進を行っているということですが、具体的にどのような取り組みを行われているのでしょうか。
※5 マテリアルリサイクル:廃棄物を、新しい製品の原料として再利用するリサイクル方法のこと
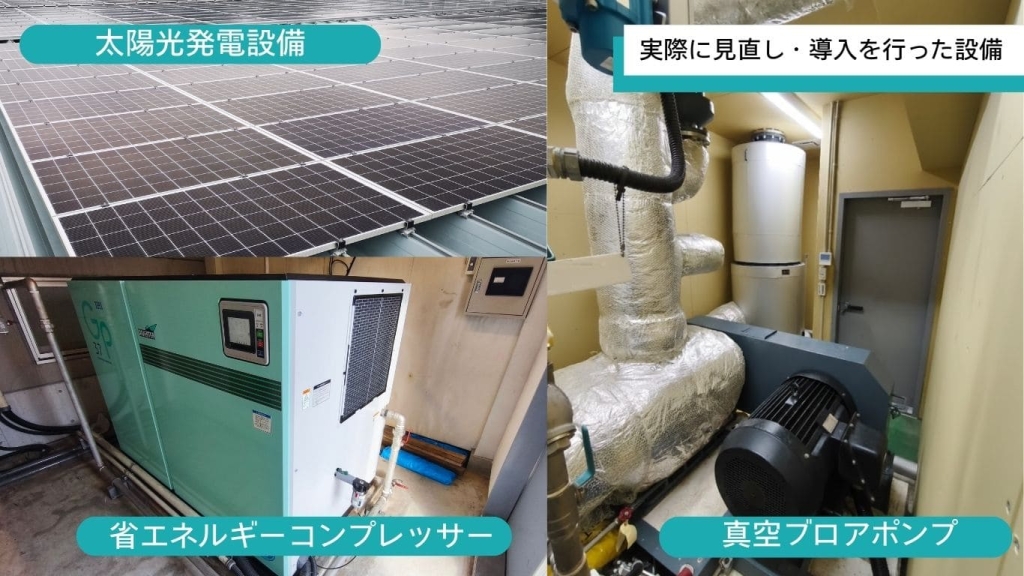
脱炭素に向けた取組の柱は、大きく3つあります。
「太陽光発電設備の設置」
「抄紙設備における真空ブロアポンプの適正化」
「コンプレッサー設備の最適化」
です。
まずは太陽光発電の導入についてお願いします。
真空ブロアポンプの適正化とはどういったことでしょうか。
真空ブロアポンプは、湿紙や毛布から水分を吸引除去するための負圧を発生させる装置で、脱水効率や製品品質を支える重要設備です。本取組では、実運転時のバルブ前後圧力を実測し、空気流量を基に必要風量を精査することで、能力過剰であった設備を適正能力へ更新しました。
モーター容量は220kWから55kWへと大幅に縮小し、月間電力使用量を約20.7%削減し、年間約1,580万円の電気代を削減することができました。CO₂排出量削減とエネルギー原単位の改善を同時に実現しています。
コンプレッサー設備の最適制御についてお願いします。
加えて廃棄物対策として、焼却処分の削減を目的に分別を徹底することで、再資源化を進めマテリアルリサイクルの推進にも取り組んでいます。
※6 コンプレッサー:周囲の空気を吸い込み、モーターなどの動力で圧縮して高圧の空気を送りだす装置で、工場等様々な現場で使用される
脱炭素に取り組むことになったきっかけはなんでしょうか。
電力コストの増加を背景に、エネルギー使用の見直しが明確な経営課題になると同時に、取引先や社会から求められる環境配慮への対応も年々重要性を増していきました。
特に大きかったのは、顧客からの具体的な問いかけです。
「この製品をつくるのに、どれくらいのCO₂を排出していますか」
「紙部品1点あたりの排出量は算出できますか」
こうした質問を受ける機会が明らかに増えました。
社長自らが顧客を訪問する中で、環境対応が評価項目ではなく取引条件になりつつあることを実感するようになり、重油・ガス・電気などのエネルギー使用量を基に、Scope1・2に加えScope3(※7)まで含めた排出量の数値化が求められるようになりました。
こうした状況を受け、当社では環境対策を単なるコストではなく、企業価値向上につながる戦略的取り組みと位置付け、脱炭素への対応を本格化させました。
※7 Scope1・2・3:カーボンニュートラルにおいては、企業が事業の中で排出する温室効果ガス(GHG)を、排出源別に3つに分類したもののこと
Scope1は事業者自らによる温室効果ガスの直接排出、Scope2は他社から供給された電気・熱・蒸気の使用に伴う間接排出、Scope3はScope1・2以外の間接排出を指す
取り組みにあたっての苦労やこれまでで印象に残っていることはありますか。
特に現場部門では、操業安定性や品質への影響に対する懸念が強く、導入判断には慎重な検討が求められました。製紙業は連続操業が基本であり、設備変更は生産や品質に直結するためです。
こうした状況の中、各工場では実測データに基づく検証を重ね、設備能力の適正化による省エネルギー効果を「原単位改善」(※8)という形で整理し、工場長を中心に経営層や関係部門へ丁寧に説明。感覚論ではなく、数値に基づく合意形成を進めてきました。
管理部門は、効果算定やデータ整理、資料作成を通じてその説明を支援し、部門間の調整役を担いました。
設備更新後は、操業報告会などの場で省エネルギー効果や運用上の変化を全社で共有し、現場部門と管理部門が一体となった継続的な改善活動へとつなげることができました。
部門横断での連携体制が構築できたことは、印象に残っている点の一つです。
※8 原単位改善:製品または生産額あたりのエネルギー消費・原材料使用料を削減し、効率を高めること
環境への認識は変わりましたか。
「品質のレベルを上げることは、ロスを減らすことにつながる」この考え方が社内に浸透し、不良削減や歩留まり向上といった品質改善が、そのままエネルギーや資材の無駄削減につながるという認識が広がっていきました。
また、5S活動(※9)の徹底により、不要な在庫や余剰資材の削減が進み、現場レベルでの無駄をなくす意識が強まりました。過去には「もったいない活動」としてロス削減をテーマにした取り組みも行われており、環境配慮の考え方は徐々に社内文化として定着していきました。
脱炭素への取り組みは突然始まったものではなく、こうした品質向上や業務改善の積み重ねの延長線上にある。その意識の変化こそが、大きな成果の一つといえます。
※9 5S活動:整理・整頓・清掃・清潔・しつけの5項目からなる、職場環境の維持・改善を目的に行われる活動
今後の展望をお聞かせください。
あわせて、廃棄物削減やリサイクルの高度化にも継続して取り組み、環境負荷のさらなる低減を図っていきます。マテリアルリサイクルの推進や資源循環の精度向上は、製造業としての責任でもあります。
脱炭素への取り組みを一過性の施策に終わらせるのではなく、無理なく継続できる改善活動として社内に定着させること。そして、持続可能な製造業として地域社会に貢献していくこと。それが今後の目標です。

まとめ
いかがでしたでしょうか。
今回のお話から見えてきたのは、「今ある設備を見直すこと」「データを丁寧に積み上げること」「現場と経営が対話を重ねること」といった、改善の積み重ねでした。品質を高めることがロス削減につながり、5S活動が無駄を減らし、その延長線上に脱炭素がある。日々のものづくりの姿勢そのものが環境負荷低減につながっている点が、とても印象的でした。
エネルギー多消費型産業である製紙業だからこそ、一つひとつの改善が大きな成果につながる。その可能性を感じさせてくれる取り組みでした。
持続可能な製造業のあり方を、現場から着実に形にしていく。その歩みは、同じものづくりに携わる多くの企業にとっても、大きなヒントになるのではないでしょうか。